甄一科技一步制造云产品解决方案
 首页
首页 一步制造云提供一整套生产过程管理移动化方案
一步制造云提供一整套生产过程管理移动化方案  一步制造云SaaS云架构图
一步制造云SaaS云架构图  专注于为制造企业提供数字化工厂管理解决方案
专注于为制造企业提供数字化工厂管理解决方案  一步云支持供应链多方采购在线协同
一步云支持供应链多方采购在线协同  核心案例——慎江阀门
核心案例——慎江阀门  慎江阀门项目实施内容
慎江阀门项目实施内容  核心管控要点
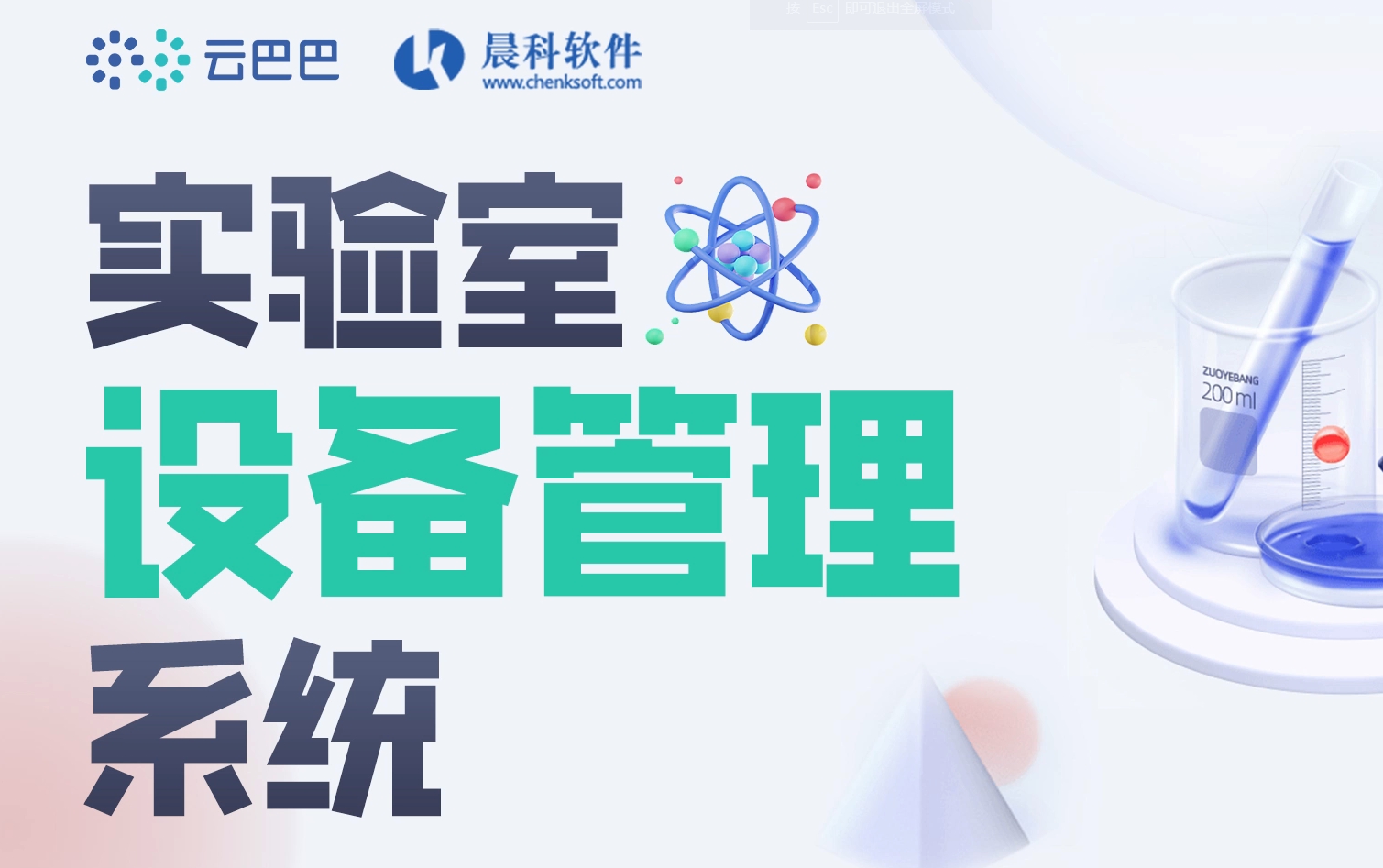
核心管控要点  针对阀门下不同物料的三种管理颗粒度
针对阀门下不同物料的三种管理颗粒度 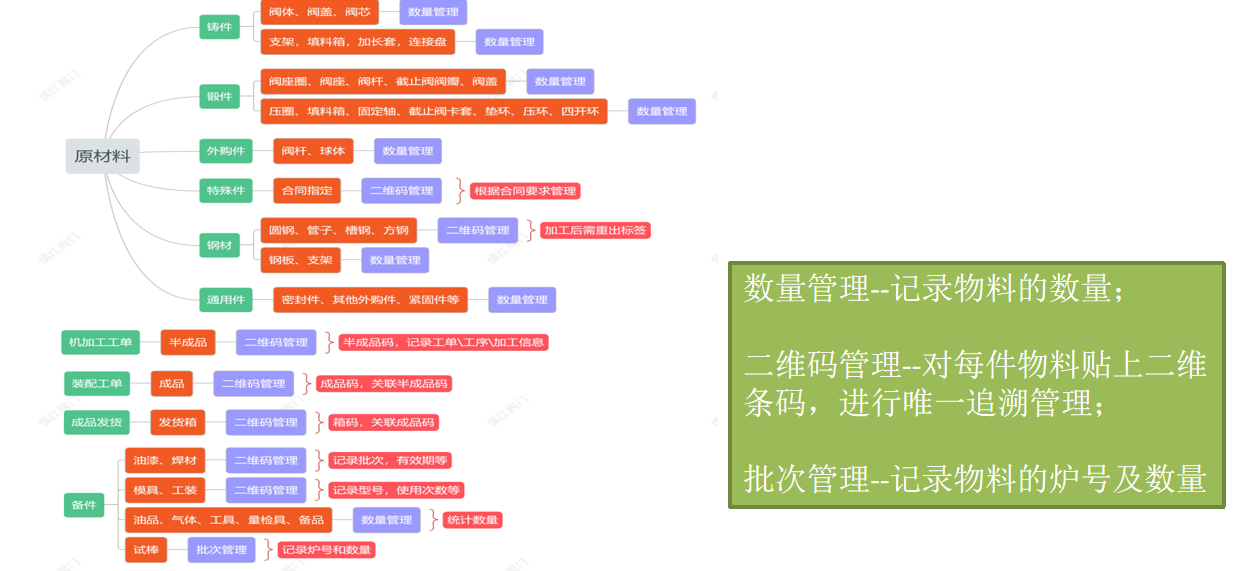 追溯流程(毛坯-机加工)
追溯流程(毛坯-机加工)  追溯流程(装配-发货)
追溯流程(装配-发货)  基础数据管理 - 主要基础数据模型
基础数据管理 - 主要基础数据模型 可通过接口从ERP系统对接导入,进行新增、更新、失效等操作;支持系统内手工进行基础数据的增、删、改、查 支持基础数据的批量导入、导出。
 基础数据管理 - BOM管理
基础数据管理 - BOM管理  基础数据管理 - 工艺路线管理
基础数据管理 - 工艺路线管理 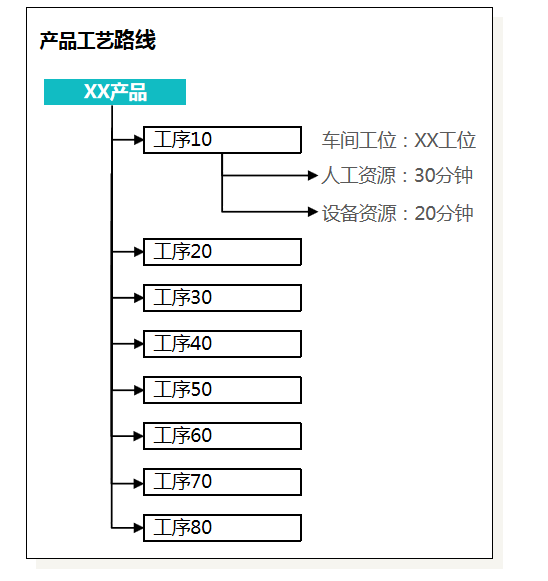 生产指令 - 工序任务生成及拆分
生产指令 - 工序任务生成及拆分  机加工生产
机加工生产 领出毛坯后执行机加工工单 1、工段长派发工序流程卡给工序员工; 2、工序员工登入PDA; 3、选择或输入工单; 4、选择本工序任务; 5、确认生产开工; 6、生产完成报工; 7、工段长派发工序流程卡给下一工序员工,同时要求工序半成品流转; 8、工单全部完成后,输入炉号信息,贴半成品唯一码; 9、入半成品库 首检,巡检,完工检可以根据工序类型自动生成或质检人员手工建立; 半成品唯一码系统流水可由工段长根据工单数量统一打印。
 生产执行 – SOP管理
生产执行 – SOP管理 在MES系统中上传工艺文件资料 车间现场员工通过PC、移动设备(手机、PAD等)对工艺文件进行查阅。
 装配生产
装配生产 领出半成品后,执行装配工单 1、工序员工登入PDA; 2、选择或输入工单; 3、确认生产开工; 4、贴成品码; 5、执行装配,扫描每个半成品码,与成品码做关联绑定; 6、组装完成后试压; 7、试压合格,虚拟入库,实物待油漆; 8、试压不合格,工段长在工单下新建工序任务,重新装配; 首检,巡检,完工检可以根据工序类型自动生成或质检人员手工建立; 成品唯一码可根据销售合同信息或流水号,由工段长根据工单数量统一打印; 试压完成的成品留在现场待油漆,不实际入库,系统自动做入库动作。
 油漆生产
油漆生产 试压合格后,执行油漆工单 1、工序员工登入PDA; 2、选择或输入工单; 3、确认生产开工; 4、扫成品码; 5、执行油漆动作; 6、检验合格后报工; 7、库存品进成品库; 8、销售品虚拟入库,实物待装箱。
 外协生产
外协生产 以安灯方式管理外协生产,车间开始车间结束,可专门控制外协加工件的进度和数量,保证工单的完成周期; 车间以报工为外协工序的完成,匹配MES的在制工单管理; 连续工序外协加工,供应、仓库、质量作虚拟接收发出; 工序完成,车间统一报工,打印半成品标签。
 复泵生产
复泵生产 当库存成品再出库时,需要执行复泵工单 需根据复泵工单,重新产生成品码,并关联原成品码信息; 出厂以新码为准,生产过程以旧码为准,二者数据关联。
 生产执行 – SOP管理
生产执行 – SOP管理  炉号库 异常管理 - 安灯管理 实现收益库存管理 - 全流程仓储业务场景管理
炉号库 异常管理 - 安灯管理 实现收益库存管理 - 全流程仓储业务场景管理 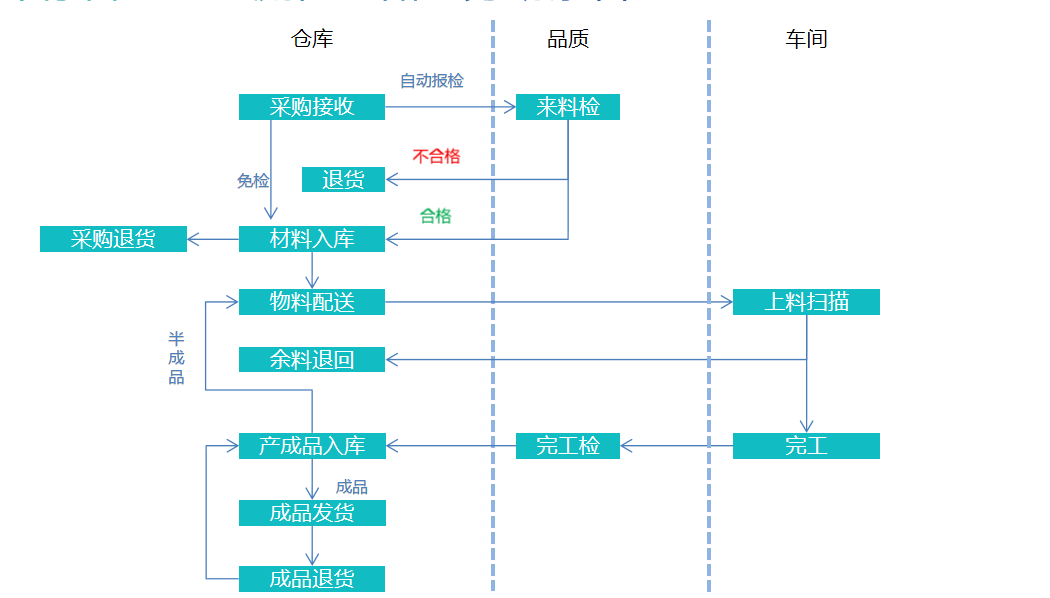 库存管理 - 标准的仓储作业管理
库存管理 - 标准的仓储作业管理 仓库接收。采购接收、IQC、采购退货 条码管理、入库上架 ;库内管理 盘点平台、盘点扫描,转移发出、转移接收;仓库发货,发货单管理、发货捡料,发货执行、退货接收。
 库存管理 - 条码化管理
库存管理 - 条码化管理  库存管理 - 仓库建模
库存管理 - 仓库建模 仓库划分可与ERP系统保持一致,以便于库存事务接口同步处理 仓库总体分为材料仓、半成品仓、成品仓、车间仓,分别存放采购原材料、中间半成品、成品、车间材料。其中半成品仓可以根据管理需要考虑是否设置,材料仓下可细分货位,方便找料。其他仓库也可以根据需要划分货位。 货位可以细分仓库下不同的物理存储位置,或是仓库下不同的账务、物权属性。
 库存管理 - 批次管控 库存管理 – 采购来料管理
库存管理 - 批次管控 库存管理 – 采购来料管理  库存管理 – 领投退料管理
库存管理 – 领投退料管理 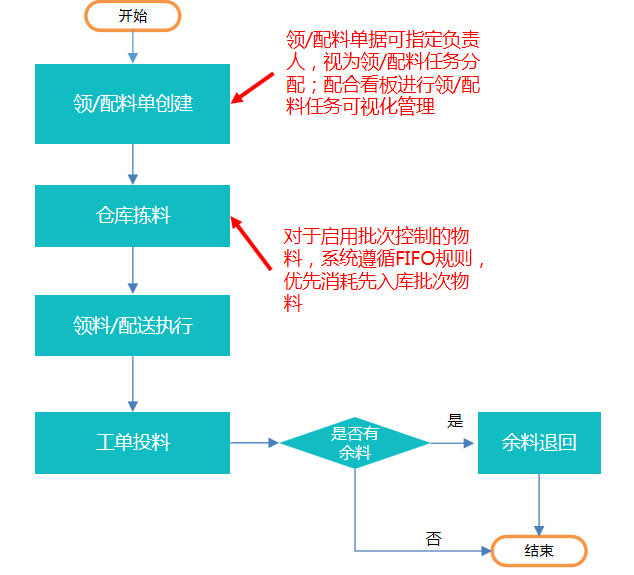 让您的分析库存管理 - 完工入库管理
让您的分析库存管理 - 完工入库管理  库存管理 -完工入库管理
库存管理 -完工入库管理  库存管理 - 成品发货管理
库存管理 - 成品发货管理 1、ERP取装配工单的报工数量产生发货计划; 2、ERP可选择多条发货计划,产生发货单; 3、ERP根据发货单产生装箱清单; 4、MES同步装箱清单,打印箱码; 5、油漆完成的成品码与箱码关联,进行装箱; 6、出厂检完成后,扫描箱码,出成品库,发货; 成品码,箱码均与销售订单关联; 当出现不合格品时,同料号的成品可根据复泵工单,重新关联成品码后发货; 有销售订单关联的成品,不允许替代发货。
 库存管理 - 成品发货管理
库存管理 - 成品发货管理 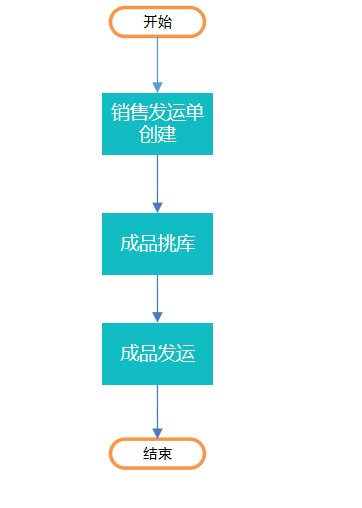 设备管理 - 设备点检保养
设备管理 - 设备点检保养 在系统中根据点检标准制定点检保养计划; 点检到期时提醒点检员实施点检保养; 设备点检员响应并实施点检,录入点检结果; 若点检项点检结果正常则点检完毕,若点检项存在异常,通知检修人员对异常设备进行检修。
 设备管理 - 设备维修
设备管理 - 设备维修  设备管理 - 设备互联平台
设备管理 - 设备互联平台 MES在设备集成中的定位,作为运营层与控制层之间的,解决生产指令的下达与反馈数据的应用,设备集成中间件,作为设备连线工具解决将生产指令通过协议转换为设备控制信息。
 设备管理 - 设备采集数据的类型及目的
设备管理 - 设备采集数据的类型及目的 OEE= 时间开动率×性能开动率×合格品率 时间开动率 = 开动时间/负荷时间 性能开动率 = 净开动率×速度开动率 = 加工数量×实际加工周期× 理论加工周期/(实际加工周期×开动时间) 合格品率 = 合格品数量/ 加工数量。
数据可视化 - 软硬一体数据展示终端  数据可视化 - 在制工单的监控
数据可视化 - 在制工单的监控 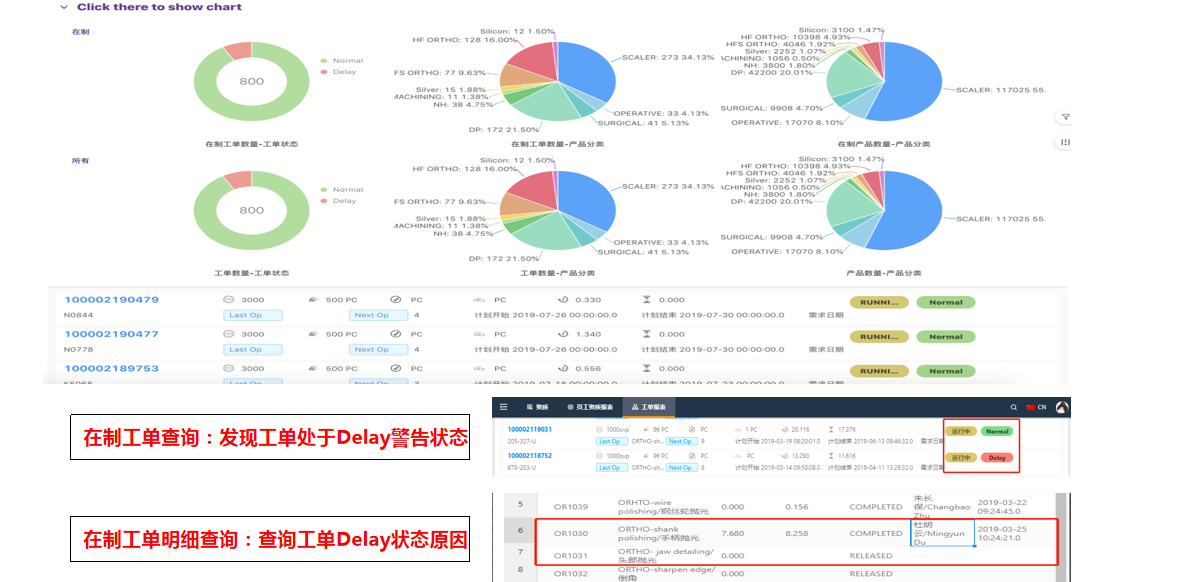 数据可视化 - 生产工单完成率和生产效率
数据可视化 - 生产工单完成率和生产效率 
 数据可视化 - 车间现场数据可视化管理
数据可视化 - 车间现场数据可视化管理  MES项目组织架构
MES项目组织架构 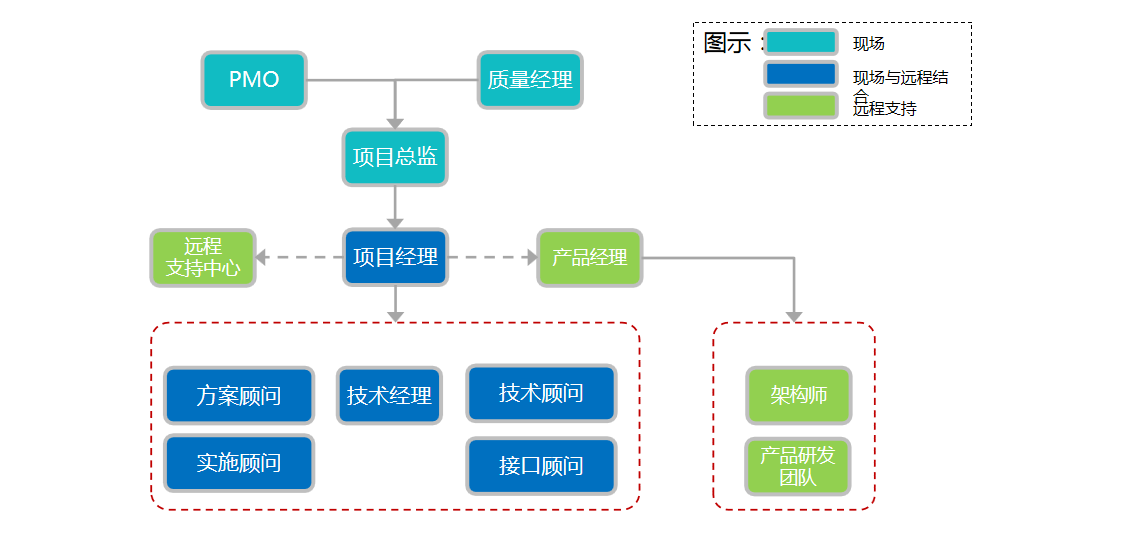 严谨的质量管理机制将贯穿项目始终
严谨的质量管理机制将贯穿项目始终 项目质量管理的内容包括:质量计划、质量保证和质量监控。同时,在一个项目周期中,在公司内部,与项目质量相关的主体包括:项目经理、项目总监、实施顾问和质量总监/QMO。
 专业化运维保障,帮助客户更好地应用系统
专业化运维保障,帮助客户更好地应用系统  为什么选我们 甄一科技近两年新客户代表
为什么选我们 甄一科技近两年新客户代表  一步制造云数字工厂核心应用
一步制造云数字工厂核心应用 
产品推荐